清空记录
历史记录
取消
清空记录
历史记录

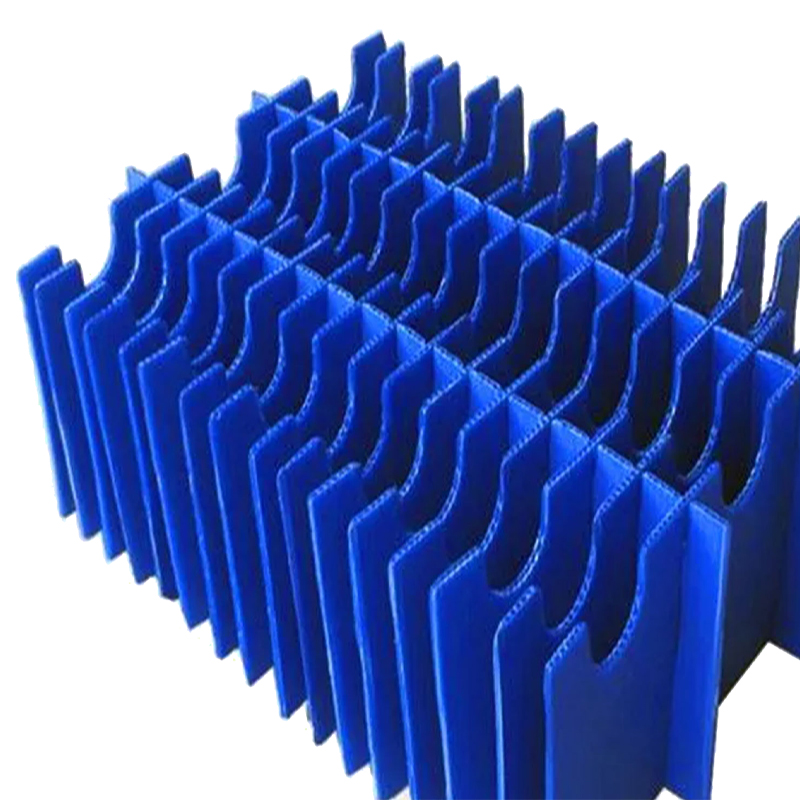
刀卡选型全攻略:材质、规格与载重的精准匹配技巧
刀卡作为仓储物流中货物分区防护的核心配件,其选型合理性直接影响产品破损率、仓储空间利用率及物流成本。据行业数据统计,科学选型可使精密件破损率从5%降至0.3%以下,仓储空间利用率提升15%,而错误选型会导致防护失效、材料浪费等问题。刀卡选型的核心逻辑是“材质适配防护需求、规格匹配包装空间、载重契合产品重量”,掌握三大要素的精准匹配技巧,是实现货物安全与成本优化的关键。
材质选型是刀卡适配场景的基础,需根据货物特性、使用环境及循环需求精准判断。当前主流材质为瓦楞纸与塑料,两者性能差异显著:瓦楞纸刀卡以成本优势见长,单平米成本仅为塑料的1/3-1/2.且易折叠加工,适合电子元件、五金配件等轻量货物的一次性或短期周转;其核心优势在于缓冲性好,B型瓦楞(楞高2.5mm、楞数50个/30cm)的缓冲性能比A型瓦楞更适配精密件防护,但耐潮性差,湿度超过60%时强度下降40%以上,不适合潮湿环境。塑料刀卡多采用PP或HDPE材质,耐潮、耐摔且可循环使用50-100次,HDPE材质的抗冲击强度是瓦楞纸的8-10倍,适配食品、医疗器械、重型零件等场景;其中改性PP刀卡耐温范围-20℃至100℃,适合冷链运输,而增强HDPE刀卡可承受10kg以上单件载重,适合机械配件防护。特殊场景下,可选用纸质与塑料复合材质,兼顾缓冲性与耐用性。
规格选型需围绕“空间适配+分区精准”原则,结合周转箱尺寸、货物尺寸及堆叠需求综合确定。首先需与周转箱规格精准匹配,如600mm×400mm的周转箱,刀卡外尺寸应比箱体内径小5-8mm,避免安装过紧导致变形,或过松引发偏移;刀卡高度建议比周转箱低3-5mm,为箱盖闭合预留空间。分区尺寸需与货物精准贴合,单边间隙控制在1-2mm,如手机配件刀卡的分区尺寸应比配件大1mm,既便于取放又能防止晃动;对于异形货物,需采用定制化切口设计,如家电配件的弧形刀卡,通过仿形切口提升贴合度。结构设计上,一体成型刀卡适合规整货物,组装式刀卡便于运输存储,空卡堆叠体积仅为成型卡的1/10;多层刀卡需设计定位孔,确保上下层精准对齐,提升堆叠稳定性。
载重匹配是保障刀卡防护性能的核心,需遵循“实际载重≤额定载重80%”的安全原则,避免过载导致变形失效。刀卡载重能力由材质、楞型(纸质)或壁厚(塑料)决定:瓦楞纸刀卡中,单瓦楞(如E瓦楞)额定载重0.5-1kg/分区,双瓦楞(如AB瓦)可达1-3kg/分区,三瓦楞适合3-5kg重型零件;纸质刀卡的载重还与支撑面积相关,分区边长≥10cm时需增加加强筋,提升载重能力30%以上。塑料刀卡中,厚度2-3mm的PP刀卡额定载重1-2kg/分区,3-5mm的HDPE刀卡可达2-5kg/分区,增强玻纤塑料刀卡可承受5-10kg/分区;对于集中载重场景,需采用“网格加强结构”,通过纵横筋交错设计分散压力。堆叠载重方面,多层货物堆叠时,底层刀卡需按总载重选型,如3层堆叠总重10kg时,底层刀卡额定载重需≥12.5kg。
选型时还需关注细节设计与行业特殊要求。电子行业需选用防静电刀卡,纸质刀卡需做防静电涂布(表面电阻10⁶-10¹¹Ω),塑料刀卡采用防静电材质,避免静电损伤元件;食品行业需选用食品级PP刀卡,且表面无毛刺、无异味,符合FDA认证;物流运输场景优先选择组装式刀卡,降低运输成本,仓储场景侧重一体成型刀卡,提升作业效率。选型验证需进行实物测试:将货物放入刀卡后模拟运输颠簸(30分钟振动测试),检查刀卡变形与货物移位情况;进行堆叠测试(72小时满载堆叠),确保刀卡无坍塌风险。
综上,刀卡选型需建立“材质定场景、规格定空间、载重定安全”的三维评估体系,避免盲目追求低价或高载重。通过精准匹配货物特性与使用场景,既能提升防护性能,降低破损成本,又能优化仓储物流效率,实现“一次选型、多重收益”的降本增效目标,为不同行业的货物防护需求提供可靠保障。
 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~

